

Key Technology introduces the all-new VERYX digital sorting platform
- Like
- Digg
- Del
- Tumblr
- VKontakte
- Buffer
- Love This
- Odnoklassniki
- Meneame
- Blogger
- Amazon
- Yahoo Mail
- Gmail
- AOL
- Newsvine
- HackerNews
- Evernote
- MySpace
- Mail.ru
- Viadeo
- Line
- Comments
- Yummly
- SMS
- Viber
- Telegram
- Subscribe
- Skype
- Facebook Messenger
- Kakao
- LiveJournal
- Yammer
- Edgar
- Fintel
- Mix
- Instapaper
- Copy Link
Posted: 24 September 2015 | Key Technology | No comments yet
With unprecedented full object surface coverage, multi-sensor data fusion and the highest resolution cameras and laser sensors available on a digital sorter, VERYX achieves new levels of detection and discrimination of foreign material and product defects…
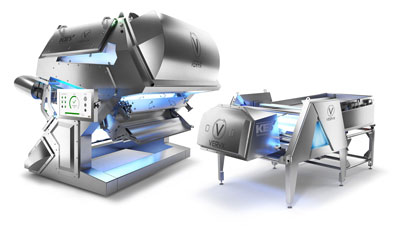
Key Technology introduces the all-new VERYX™ digital sorting platform, a suite of belt-fed and chute-fed sorters that offer high-performance capabilities and share a common user interface.
With unprecedented full object surface coverage, multi-sensor data fusion and the highest resolution cameras and laser sensors available on a digital sorter, VERYX achieves new levels of detection and discrimination of foreign material (FM) and product defects. Advanced auto-learn, self-adjusting capabilities and recipe-driven operation will offer extreme ease-of-use and an intuitive user experience. As the world’s most intelligent sorting platform, VERYX improves product quality and maximizes yields.
“The platform will include widths ranging from 700mm to 2100mm for belt-fed and 700mm to 1400mm for chute-fed configurations and combines a highly innovative new mechanical architecture with intelligent decision making to maintain optimal performance through the entire production cycle. VERYX minimizes the need for operator interaction with the machine and establishes new standards of performance to offer exceptional customer value,” said Louis Vintro, Senior Vice President New Products & Business Development. “VERYX complements our existing family of digital sorting systems allowing us to choose the optimal sorting solution for our customers’ specific needs.”
Every VERYX sorter is configured around the product characteristics, application requirements and process objectives of each customer. The platform includes belt-fed sorters as well as chute sorters fed by Key’s patented Chycane® chute system. Available in a range of product inspection widths, VERYX satisfies small to very large production capacity requirements.
VERYX is the first sorter to offer sustained 100% surface inspection throughout the production cycle
For food processors requiring true, full-product surface inspection of each object, Key can configure VERYX sorters with sensor arrangements that eliminate blind spots to maximize FM and defect removal. On belt-fed systems, the bottom cameras are positioned away from product splatter to ensure the lower sensor windows are not obstructed by buildup over time. Eliminating this previously common performance degradation factor keeps bottom cameras continually operating at peak performance and makes VERYX the first sorter to offer sustained 100 percent surface inspection throughout the production cycle.
Another industry first is multi-sensor fusion at the pixel level. This advanced feature integrates the input from multiple cameras and lasers in relation to each image pixel. Fusing sensor data at a pixel level maximizes the signal contrast for enhanced differentiation between good and bad objects to more accurately identify and remove subtle product defects and challenging FM types.
Next-generation cameras and laser sensors offer twice the resolution capability of previous generation sorters to detect and remove the smallest defects and FM. With up to 4 channels of information from cameras and up to 8 channels of information from the laser scanner, combined with advanced LED lighting that operates at optimal frequencies in relation to each sensor, Key customizes every VERYX sorter to perfectly match the customer’s requirements, from basic to the most complex. The new product separation / ejection system is also tailored to each product application, with the distance between nozzles and the power of the valves varying for optimal management of the sort streams.
VERYX’s modular design enables food processors to easily upgrade their sorter in the field with the addition of more or different cameras, lasers or BioPrint™ hyperspectral sensor technology, as customer requirements evolve over time.
Leveraging richer product information and Key’s powerful new data processing architecture and intelligent software, VERYX can make new and more robust sorting decisions while easing use. Smart features such as auto-learning, self-adjustment algorithms, predictive system diagnostics, smart alarms, FMAlert™ and Sort-to-Grade™ will enable VERYX to operate virtually unattended during normal production. Operator qualification requirements are reduced, making it much faster and easier for a new operator to become a proficient user of the equipment compared to other sorters.
To further ease use, VERYX introduces an intuitive new user interface (UI) that can provide different views to users of various levels, depending on their needs. Recipe-driven operation ensures customers can count on consistent performance from their VERYX sorter day in, day out, including running the same product across multiple sorters in different lines or locations. The streamlined UI enables the sorter to run a different product or grade at the touch of a button.
VERYX is ideal for sorting a variety of products
VERYX features Key’s Information Analytics, a set of data acquisition and connectivity capabilities that allow users to gather a broad range of product and operational data from the sorter. The data can be made available for off-line analysis or connected to a customer’s SCADA or Manufacturing Execution System.
VERYX sorters leverage Key’s specialized material handling solutions to optimally convey and control each object through the sort process. This ensures ultimate accuracy in sorting out every piece of FM and defective product, avoiding the inadvertent removal of good product in the process.
The all-new VERYX platform is designed to minimize sanitation requirements and simplify maintenance to reduce downtime and the customer’s total cost of ownership.
VERYX is ideal for sorting fresh, frozen and dried vegetables and fruits, processed potato products, nuts and other products.
For more information on Key’s VERYX, visit www.theKeyStandard.com.





